
螺旋管品质服务诚信为本产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:螺旋管品质服务诚信为本的图文介绍
聚力群达金属材料有限公司专业从事【海南海口不锈钢管】的先进企事业单位,我们拥有一支专业的研发队伍,能够随时根据您的要求提供有效的方案,同时,从【海南海口不锈钢管】产品概念,产品设计,原型打样,产品性能测试到批量生产,从项目管理到供应链管理提供给您专业,灵活,可靠以及增值的服务,我们专注于【海南海口不锈钢管】的设计和研发。



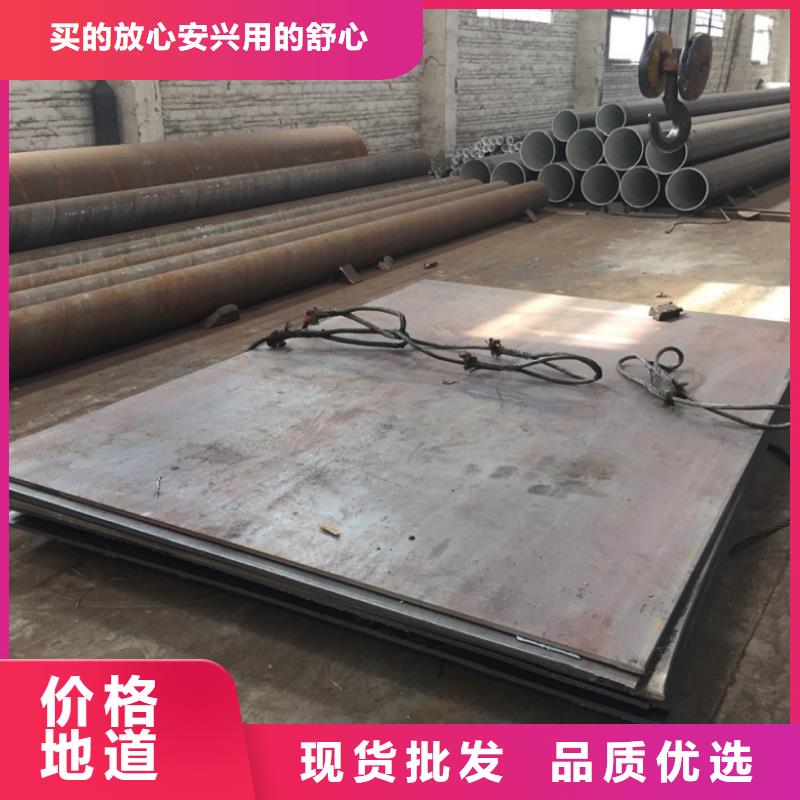
防腐螺旋管不仅仅在生产中应该注意对防腐钢管的损害,而且在存放的时候也应该注意,这样不仅仅能够延长防腐钢管的使用寿命还能使防腐钢管在长期的保存中保证和刚出厂的防腐钢管没两样,易于销售。
于不同品种的钢管材料要分别码垛,以防混淆和相互腐蚀。高压锅炉管在露天堆放的钢管,下面必须有木垫或条石,垛面略有倾斜,以利排水,并注意材料安放平直,防止造成弯曲变形。钢厂在出厂前涂的防腐剂或其他镀复及包装。这 是防止钢管表面锈蚀的重要措施,在运输装卸过程中须注意保护,不能损坏,可延长钢管的保管期限。因为保护钢管的保护层就相当于保护钢管的表层。在入库前一定要注意防止雨淋或混入杂质,对已经淋雨或弄污的钢管要按其性质采用不同的方法擦净,如硬度高的可用钢丝刷,硬度低的用布、海南海口当地棉等物。



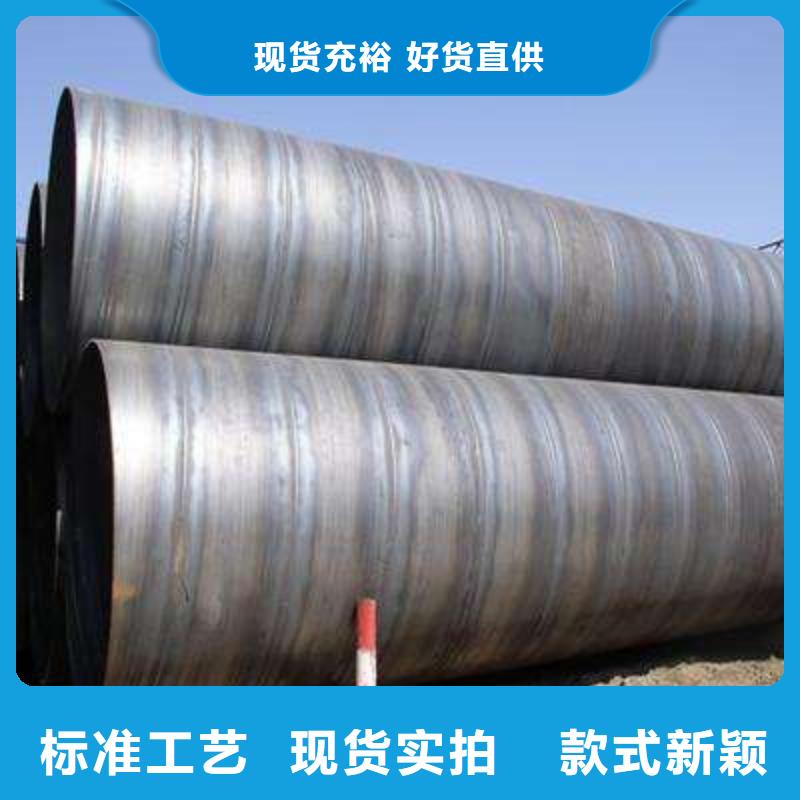
螺旋管的埋弧焊接全进程分析:
埋弧焊是使用电弧热能进行焊接的,与手艺焊条电弧焊不同的是:埋弧焊的焊丝是暴露的,上面没有涂料,埋弧焊确实焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下焚烧的。
焊丝与工件触摸,按下发动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧点燃,焊接小车向前进,焊丝接连下向运送,保持电弧在焊剂层下焚烧,在电弧下方构成焊接熔池。在电弧周围,焊剂熔化构成一个空泛,.这个空泛和熔池不断前进,而熔池后方的金属凝结,构成接连的焊缝。
螺旋焊管厚度偏差范围是与执行标准有一定关系的,目前市场上的螺旋焊管主要执行标准为9711标准和5037标准两种,这两种偏差范围是不一样的。



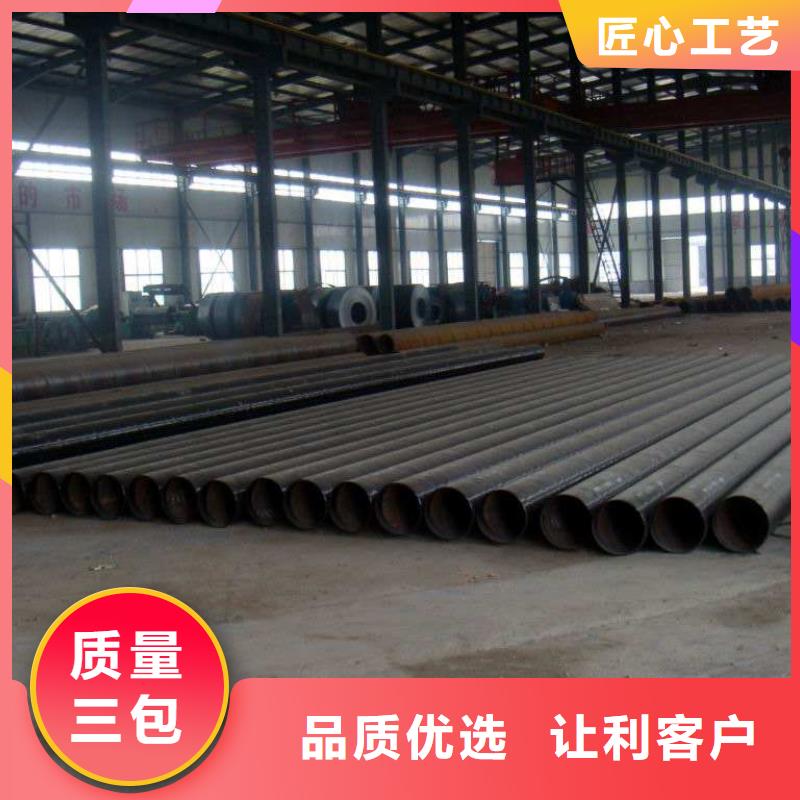
螺旋管在制作螺旋焊管过程中,需注意以下几个问题:
涂油打标:在检查合格的螺旋钢管进行涂油操作以防腐蚀,并根据客户的要求进行打标。 矫平铣边:使用压砧机将原来卷曲的钢板调平,再通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、海南海口当地板边平行度和坡口形状。剪切成型:将钢 板沿外沿螺旋卷曲成管状。对焊切割:采用双面埋弧焊技术进行预焊接,内焊接,外焊接。将焊接成型的钢管使用等离子尺切割成规范长度。目视检查:由专业技术人员对一些基本的参数进行检查。



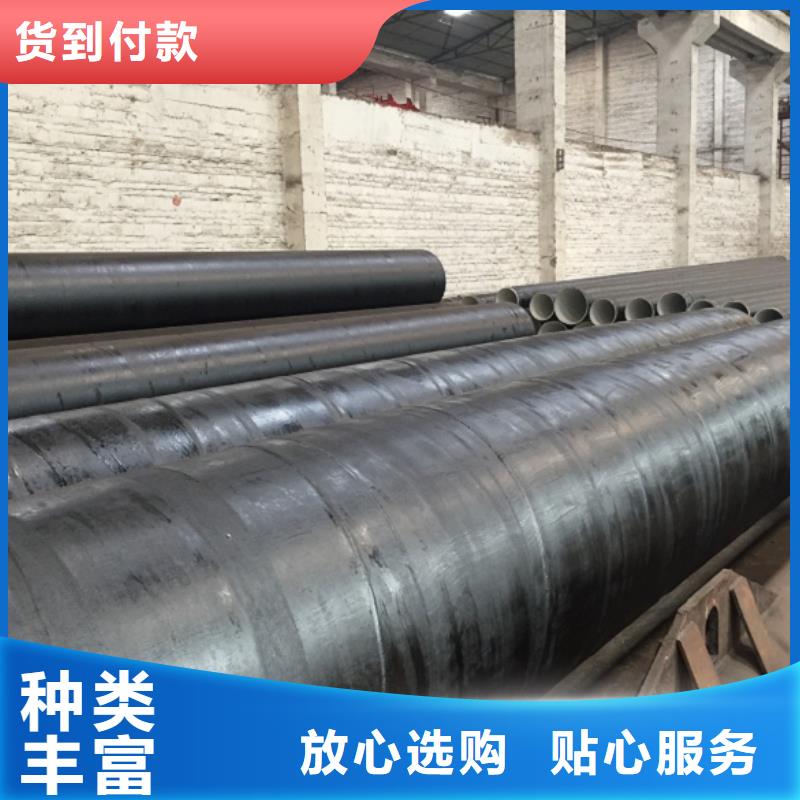
在将管坯的两个边缘加热到焊接温度之后,在压辊的挤压下,形成普通的金属颗粒,使其渗透并结晶,从而后面形成牢固的焊缝。 如果螺旋管的按压力过小,则共晶数变少,焊接金属的强度降低,施加该力后会产生裂纹。 如果按压力太大,熔融金属会从焊缝中挤出。 不仅降低了焊接强度,而且产生了大量的内部和外部毛刺,甚至引起诸如焊缝的缺陷。
使用螺旋钢管的质量要求:立管的垂直安装每米应小于3毫米,水平安装应小于1毫米。支管不得在焊缝处焊接,应避免在弯头处焊缝。焊缝要求平直,焊缝饱满,并且焊缝表面没有烧伤或开裂。